A US-based automaker company, not so known for its engineered racing cars, went to 24 hours of Le Mans – the world’s toughest and the most prestigious racing tournament – in 1967 and beat an Italian luxury sports car maker that had dominated Le Mans for years. This is no short of surprise.
Now, just imagine living in 1960s with no internet and social media, and hearing Ford trumping Ferrari in famous Le Mans race in France! What would your reaction be? Would you ever think why a company like Ford opts for making a sports car so desperately?
What’s the story?
It all started in early 1960s when purchasing habits of the US consumers were drastically changing. They were more into purchasing luxury items such as cars, homes and clothes unlike their parents and forefathers. Particularly, they wanted more of sporty, sexy, speedy, performance-driven cars that Ford Motor Company had never made ever and the management was well aware of this fact.
As a result, Ford witnessed a major setback in the market in 1962 due to tumbled sales following a series of failed products and their rivals not just gained market share but became so popular that they never were before. This setback, coupled with evolving consumer habits, made Ford Motor Company to seriously think upon diversifying into something that had never been their forte and then it was decided that the most expedient way to bring a vehicle to market would be to acquire one. That was the time when the idea of acquiring Ferrari saw the light of the day; however the deal never happened because Enzo Ferrari, Owner of Ferrari, humiliated Ford’s team over a clause and said, “Go back to your big UGLY factory, make ugly little cars.”
This led Ford to build its own sports car that could bury Ferrari’s market but the first batch of cars was incredibly unstable, unreliable and their brakes were downright dangerous that got heated up to 1,500˚F when a driver hit the brakes at the end of Le Mans’ Mulsanne Straight, causing them to fail.
Then came the moment when Ford hired the legendary car designer Carroll Shelby who was one of the only US drivers to ever win at Le Mans, to run race operations. Shelby was already a consultant on the project, but now he was in charge, responsible for its success or failure.
Shelby along with his trusted friend and engineering specialist Ken Miles reinvented the GT40 – a car Ford produced to compete in Le Mans but it failed for three straight years before 1967’s race. Rather than starting from scratch, Ford’s team worked on the car to find potential threats in the crucial parts.
Also read – Moneyball Movie – An inspiration for apparel factories for taking data-driven decision
Shelby and Miles first improved the handling and stability of the car by improving its aerodynamics through flow testing. They taped wool streamers or tufts to the exterior of the car to see how air traveled over and around the vehicle. The better a car cuts through the air, the less power is required to propel the vehicle, which also leads to less fuel consumption. If the yarn lay flat, all was good. If not, it indicated there were flaws in the car’s design that adversely affected downforce and stability. The data collected allowed Miles and Shelby to make body and suspension modifications that helped the GT40 be more stable and maneuverable on the track.
The brake problem was solved by an engineer named Phil Remington. He devised a quick-change brake system that allowed the mechanics to swap in new pads and rotors during a driver change, so the team didn’t have to worry about making the brakes last the entire race.
Watch how Miles of Ford is racing ahead of Bandini of Ferrari – https://www.youtube.com/watch?v=A4gxjcQIKc0
To address reliability issues, the team used a dynamometer. A standard practice today, putting an engine on a dynamometer, was revolutionary in the mid-sixties. The experimental team videotaped practice sessions before Le Mans and programmed a dynamometer to re-create the various stress points on the track. Then the team ran the engine for 24 to 48 hours on the dynamometer, virtually re-creating the conditions the engine would face during the race so it wouldn’t break down before the finish line.
What’s there in this case study for apparel factories?
Manufacturing practices in apparel factories are heavily inspired by automobile industry… Back in 1913, even before Toyota opted for lean, Henry Ford pioneered the manufacturing strategy, in which all the resources used at the manufacturing site such as people, machines, equipment, tools and products were arranged in such a manner that a continuous flow of production is facilitated and waste reduction can be achieved in the most possible way. Yes, it’s no different for apparel manufacturing!
-
Being competitive is the only way out…
First thing first! You loved reading about how Ford defeated Ferrari, isn’t it? Now think how you, being a US $ X million worth of factory, can surpass the levels of a factory having US $ X+n million revenues… Ford studied Ferrari’s technology well, before developing their own superior sports car. Similarly, apparel factories need to identify what processes they need to introduce in order to rectify all sorts of challenges in different departments. If they want to save raw material costs during cutting phase, they need to study those factories that are using cutting room technologies to save fabric and manpower cost… If they want to go for lean principles, they need to dig into factories that are synonymous of lean implementation. Anyway, the ultimate goal should be ‘being competitive’ by embracing newer innovations and practices to pace up with the global standard.

-
Problem solving through engineering approach…
Just look at how Ford’s team did not go for reinventing GT40 after massive failures; they pin-pointed only those bottlenecks that refrained Ford from winning Le Mans every single time. They studied the design so well that it could perfectly work at manufacturing end and then at the tournament. Similarly, in the garment industry, product development phase requires such an approach that the design of a garment is created keeping in mind its feasibility during production and then it requires to fit the end-customer. Though majority of the factories do ‘risk analysis’ beforehand, it is seen it’s more of a discussion and paper making process on fabric criticalities instead of actually making a discussion happen between design and manufacturing teams on the garment construction and its process difficulties. When the fabric pieces come onto the sewing floor, problem solving may include finding a solution on seemingly difficult stitches on a very delicate fabric to eliminate fabric defects that occur on sewing machines. Here comes the role of easily available attachments, equipment and tool for ease of operation. Why not go for that?
-
People aren’t necessary, ‘skilled’ people are…
Shelby, Miles and Phil did something for Ford that the entire Ford team couldn’t achieve in years… All thanks to the inherent skills that they had and utilised every bit of it while transforming GT40. In apparel factories, a team of Industrial Engineers is considered one of the most crucial teams across departments, however, how many factories do actually have a team of ‘skillful’ IEs? And, even if they have, what roles are they playing except filling papers on shop floor instead of paying serious attention to their key jobs such as ensuring better production quality, resource optimisation, OB preparation, line balancing and analysing shopfloor data to drive better decisions to name a few? Factories are advised to use the skills of these IEs to increase visibility in their factory processes and save enormous costs – both tangible and intangible.

-
‘Transparency’ is key…Never bypass that!
If the team members of Ford were not transparent with each other, they would have failed in their endeavours. Transparency is everything in apparel manufacturing business too…This is a big statement and one has to endorse it. Just imagine, a production line produces 800 pieces in an eight-hour shift against the set target of 800 pieces…Feel good factor? Yes. But, what if the presented data is already manipulated and the real number is 780 or 790 or anything (800 – n) but not 800 or 800+n…
How would you get to know that the production was covered up later on? This messed up process comes at an indirect cost which hurts profitability. Is it now a feel good factor? NO!
Take another scenario…
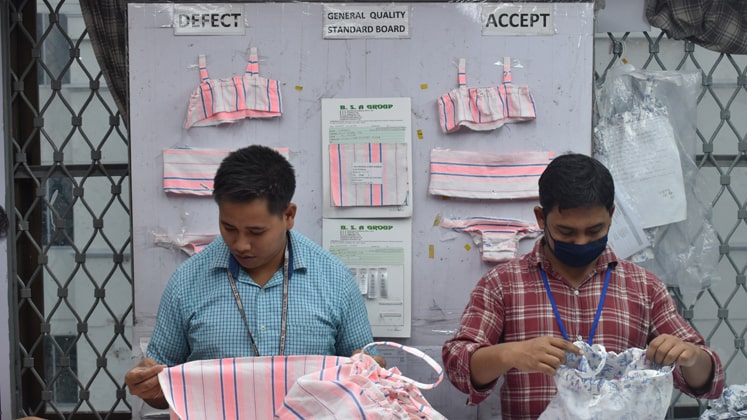
How would a quality inspector know that the produced garments ascribe to accepted quality standards or not before it is fully stitched? And, if there is a defect in an item, how it is addressed at the point of cause so that quality at right first time produced and cut-to-ship ratio can be improved?
That’s why transparency is necessary within shopfloor processes. The need for streamlining production and quality inspection through a digital, interface-driven process is certainly there which, if addressed rightly, can provide a factory with 360° visibility into production quality across the factory floor.
-
Product diversification is necessary
When Ford thought of competing with Ferrari, the only thing they didn’t had was a competitive sports car. As changing habits of US consumers forced businesses to diversify their product categories, it was a must-to-do task for Ford as well and they did it. Apparel industry too should consider, at large scale, the product diversification for long-term business sustainability. One factory simply can’t survive making just T-shirts or other basic commodities. Either they should go for value-added commodities or they need to develop capacity for high-end product manufacturing in the rapidly changing market where an end-consumer is looking beyond the basic products.